

The 3D printing laboratory present at IMM was created with the aim of supporting research activities within the institute, both in terms of technological development and when it comes to the preparation of customized experimental setups in the context of the characterization of new materials.
The requirements to meet the needs of these two areas has both determined the instrumentation available in the institute and defined the laboratory's specialization topics.
Specifically, the need to work in prohibitive environments from a thermal and chemical point of view has led the laboratory to expand the range of materials that can be processed as much as possible, both for filament printers (FDM) and for resin printers (SLA).
Filament printers (FDM)
Filament printer, also known as fused deposition modelling (FDM), is one of the leading technologies use in the additive manufacture. This technology, with the assistance of a computer, builds a 3-D object by accumulating layers of molten plastic one on top of the other to build the final object.
The main advantages of the filament printer are in the spectrum of processable materials, in the low cost of materials and in the flexibility of the achievable geometries (i.e., objects with concavity and/or protrusions).
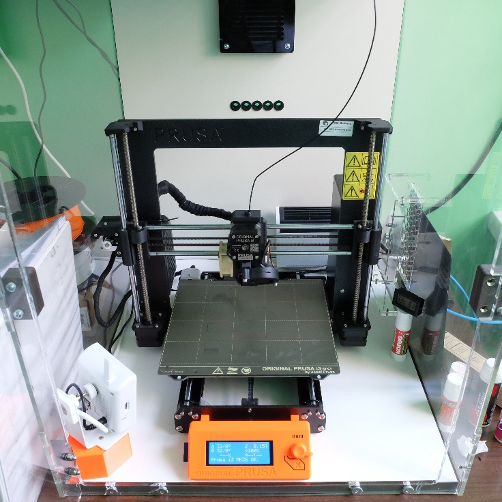
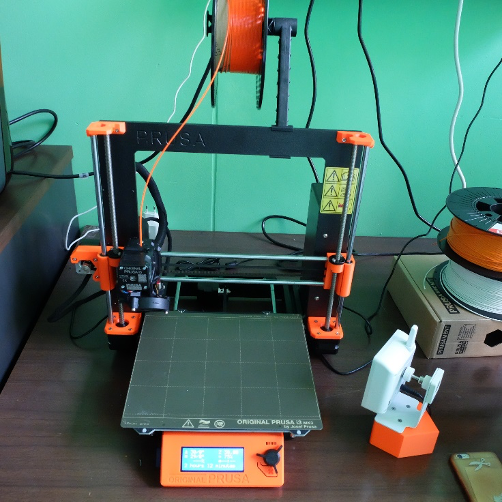
The laboratory currently houses two filament printers, one dedicated to printing low melting polymers (<300 ° C) and one dedicated to printing super polymers (> 300 ° C).
Both printers are born as PRUSA i3 Mk3S + printers, however the one dedicated to superpolymers has been redesigned both in the mechanics and in the firmware to extend the ranges of use. These changes allow printing at very high operating temperatures (up to 500 ° C) and increase control over the printing process, so you can test customized materials.
Both printers are equipped with ruby nozzles so that they can reliably process filaments filled with abrasive particles (i.e., Carbon-Fiber, metal or ceramics powders etc.). The polymer families for which the laboratory has experience are:
- PLA, PET-G, ABS, Nylon, Polypropylene, TPU (flex filament), Polycarbonate
- PET-G-CF, Nylon-CF, PP-CF
- PPS-CF, PEEK-CF
Within these families, different blends are available for replacing metal parts with plastic parts, conductive materials and with UL94 V0 (self-extinguish) certification.
Resin 3D printer (SLA)
There are different technologies for resin printing. However, each is characterized by the transition from a liquid phase (uncured resin) to a solid phase (polymerized resin) after the exposure to a light source (photopolymerization).
The difference between them is primarily in the type of source used, which can be a laser or an LED. The type of source used defines the type of resins that can be processed and the technique with which the light is directed for photopolymerization (masking).
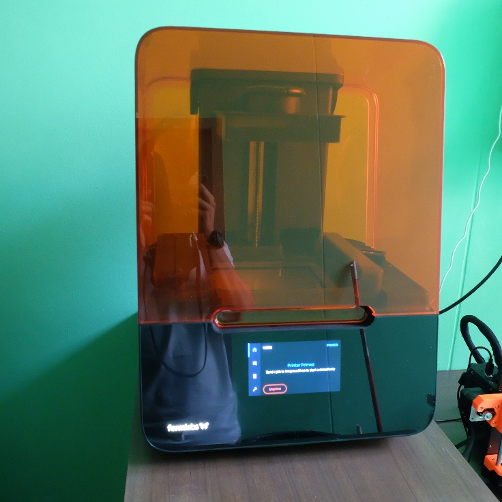
Currently the 3D printing laboratory at IMM-Bologna is equipped with a resin stereolithography printer (Form 3). The Form 3 stereolithrographic printer uses an ultraviolet laser (405 nm) directed using an optical galvanometer, to selectively harden layers of resin one on top of the other to form the final object.
Compared to filament printers, the resin printer allows to reach extremely high resolutions up to 25 µm both laterally and vertically, giving the resin printed objects a smooth finish. This feature makes the resin printer ideal for the production of both functional and aesthetically pleasing prototypes.
Although the resolution on small details is very high, the dimensional accuracy on large parts, due to shrinkage in the post cure phase, has an uncertainty of up to two tenths of a millimetre and must be considered when designing extremely accurate parts.
Processable materials are restricted to those provided by FormLab, specific for use with the Form 3.
Currently the laboratory has experience in the use of: Standard Resin (white, black, clear), High Temp Resin, Gray Pro Resin, Elastic Resin, Rigid V1 Resin, Rigid V2 Resin (10k), Tough 2000 Resin.
Complementary to the resin printer, the laboratory is equipped with the instrumentation to carry out the post-processing of the prints, which involves cleaning the uncured resin in isopropyl alcohol and completing the photopolymerization process in an illuminated and thermalized chamber in nitrogen flow.
Contact Persons: Michele Della Ciana, Alessandro Gradone